
说到工业废气治理,VOCs绝对是个让环保工程师们头大的问题。坦白讲,现在企业面临环保压力越来越大,选错处理技术轻则设备闲置,重则面临罚款!今天咱们就掰开了揉碎了讲讲RTO和RCO这两种主流技术,帮您避开那些坑。

先得说明白啊,VOCs(挥发性有机物)可是臭氧和PM2.5的"元凶"之一。国家排放标准越来越严,像《大气污染防治法》要求重点行业必须安装高效治理设备。不夸张地说,选对技术直接关系到企业能否正常生产!
RTO(蓄热式热力焚烧)说白了就是靠高温烧掉废气。废气经过陶瓷蓄热体被预热到760℃以上,有机成分彻底分解成CO₂和H₂O。不得不说,这招儿对大风量、中高浓度的废气特好使。
关键优势看这里:
处理效率高达95-99%
可可以处理复杂组分废气
余热回收能省下40-70%的燃料费
不过得提醒您:当废气浓度低于1.5g/m³时需要补充然气,运行成本就上去了。另外设备占地面积较大,小车间可能摆不下。
RCO(蓄热式催化燃烧)相当于给RTO加了"加速剂"——贵金属催化剂。有了它,反应温度降到300-400℃就能搞定,能耗直降30%以上!特别适合处理喷涂、印刷这类中低浓度废气。
它的突出特点是:
超低燃料消耗,适合浓度波动大的工况
设备紧凑,厂房空间有限的优选
对含氯/硫废气要特别小心催化剂中毒
但要注意哇,催化剂每3-5年得更换一次,这笔费用可不能忽略。而且进气得严格过滤粉尘,否则催化床很快就废了。
| 比较项 | RTO设备 | RCO设备 |
|---|---|---|
| 适用浓度 | 1.5-10g/m³ | 0.5-3g/m³ |
| 运行温度 | 760-850℃ | 300-400℃ |
| 能耗水平 | 较高 | 较低 |
| 设备投资 | 较高(多15-30%) | 中等 |
| 维护重点 | 蓄热体更换 | 催化剂更换 |
测浓度:低于1g/m³优先考虑RCO,高于3g/m³闭眼选RTO
看成分:含硅/磷/重金属?这些成分——或者说这类物质——会搞坏催化剂
算风量:超过50000m³/h的大风量项目用RTO更划算
估预算:不仅要算设备价,更要看5年综合运维成本
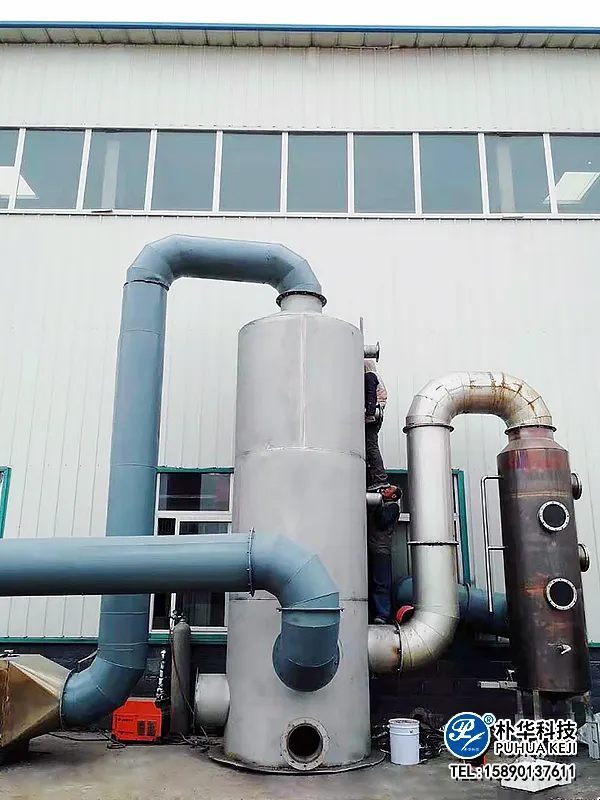
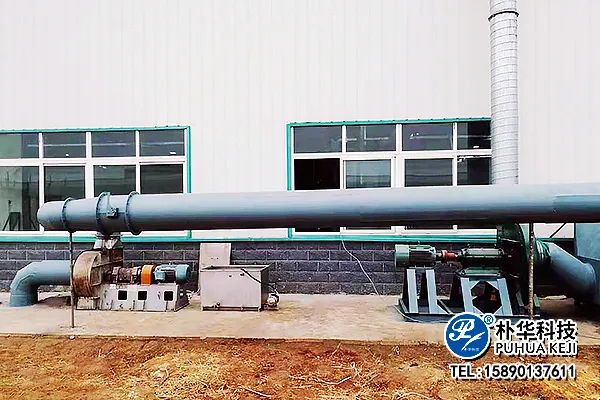
在河南做了15年环保设备,我们朴华科技处理过化工、涂装、制药等各行业的VOCs难题。根据咱的经验啊,有这些情况要特别注意:
比如说汽车喷涂线,废气浓度忽高忽低,用RCO配合咱们家的智能温控系统,能耗比传统方式降了40%多。而农药厂高浓度废气用三室RTO,热回收效率达到惊人的95%!
关键是要根据现场工况定制方案。我们最近给某包装厂做的案例就很有意思:他们原来用地RTO,后来发现浓度根本不够,白白烧天然气。改造成RCO后三个月就省回了改造成本!
记住这个原则:高浓度大风量选RTO,低浓度小风量选RCO。搞不清的话最好做个中试,比盲目上设备强得多!
最后唠叨几句常见失误:
没考虑设备地——我是说设备安装位置——离车间太远导致管道成本翻倍
省前置过滤器的钱,结果主设备三天两头出毛病
签合同没明确排放标准,验收时扯皮
忽略当地环保政策,有些地区已经禁用低温等离子等落后技术了
选择靠谱的厂商太重要了。像郑州朴华科技这样的厂家,从现场勘测到运维培训提供全流程服务,设备用十年还能保持设计效率,这才是真正的性价比!
总之啊,RTO和RCO没有绝对好坏,只有合不合适。吃透自身工况,找个专业团队把把关,VOCs治理真没想象中那么难!







河南郑州国家高新技术产业开发区
服务热线:158-9013-7611
邮箱: zzphkj@163.com
 抖音观看现场案例
抖音观看现场案例
 扫码联系微信客服
扫码联系微信客服
© 版权所有:郑州朴华科技有限公司备案号:豫ICP备09041880号-2 营业执照: 郑州朴华科技有限公司 网站地图


