
RTO是如今能够有效治理VOCs的一项技术,因为其特殊的使用工艺要求,也会使其成为存在一定危险的一种设备,所以设计人员在RTO控制系统对于其每个部位的动作都做了可能发生故障的异常警报,通过必要的应急处理来减少对设备的损害。
在RTO系统内部也对于故障的严重程度进行了区分,主要分为一般故障和严重故障两种,发生一般故障只会影响到 RTO局部的动作,发生严重故障可能会引起系统停机,所以要求维护人员对于RTO故障要有全面的了解并且要具有处理故障的能力。发生故障的时候可以根据触摸屏“报警画面”提示的故障点以及参考RTO操作说明进行应急处理。朴华科技列出RTO的一些常见故障并进行分析。
 高效有机废气处理RTO设备安装在客户厂区
高效有机废气处理RTO设备安装在客户厂区
1.电源不正常
联系供电部门是否已对RTO系统供电;检查相关电源开关及线路;注意空气开关以及保险丝是否熔断。
2.风机故障
①PLC与显示屏之间的通讯是否正常,如通讯线是否松动脱落。
②如风机自动停车,可对动力柜断电再通电重新启动。
③如风机电机故障,则可能导致电机过电流,从而报警。
3.风机风压低报警
① 检查电机(是否运转,有无异响)、皮带(有无断裂或松动)、轴承及电路(电机有无正常上电)。
② 观察风机转动情况,如转动未见异常,则更换压差开关。
③ 若重新启动后仍不能恢复正常,则需专业技术人员检查维修。
4.压缩空气压力低
① 确认压缩空气主管道上手动阀有无开启。
② 确认供气系统是否正常,观察压力表指示压力是否在 0.4~0.8Mpa。如是则检查压力开关参数设定是否正确(0.6Mpa)或是否损坏;如否则联系检查空压机与干燥机是否正常工作。
③ 检查压缩空气管路有无泄漏,如正常,则检查压缩空气管路有无泄漏。
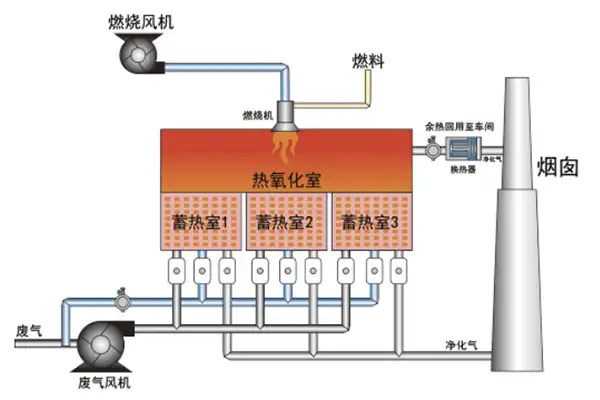 RTO设备工艺流程
RTO设备工艺流程
5.气动阀门动作异常
(1)如所有阀门均不动作,则可能的问题根源如下:
① 检查压缩空气压力是否在正常范围0.4~0.8Mpa,压缩空气主管道上手动阀有无开启。
② PLC柜直流电源有无问题,保险丝是否熔断。
(2)如单个阀门动作异常,则可能的问题根源如下:
①检查该阀门对应的压缩空气小管道上手动阀有无开启。
②检查该阀门对应的PLC柜中间继电器有无问题。
③检查该阀门电磁阀是否动作,首先检查电磁阀线圈有无通电;其次检查电磁阀内有杂物堵塞,一般解体清理后可继续使用。如气缸有问题,则需更换或由专业人员维修。
④观察现场阀位指示器是否到位,如现场阀位指示器到位则重新调整远传阀位指示。
⑤还有一种可能是阀门密封面上沾有铁屑等杂物,致使阀门无法完全关闭,压缩空气一直从二位五通阀排气口冲出。通常这种情况一般会随着杂物脱落而自动消失,否则应打开就近的检查门,清除杂物。
6.点火不成功
打开燃烧控制柜,按燃烧控制器复位键,重新点火。如重复多次,燃烧器仍不能点火,则按下列途径查找原因:
① 观察燃烧控制器各小灯的闭合,根据其提示,分析无故障原因。
② 检查伺服电机是否正常。连杆是否松动。燃气平衡阀是否在适当位置。
③ 检查点火电磁阀是否故障。
④ 检查点火管路是否开启,压力是否正常(减压阀后压力1-2KPa左右)。
⑤ 主减压阀前压力20-50kPa及减压阀后压力(5-7kPa)是否正常。若减压阀后压力不正常则调节减压阀或更换减压阀。
⑥ 擦拭点火器、及火检头部后再试。
⑦ 检查高压点火器是否打火。
⑧ 火焰检测器是否故障。
⑨ 检查燃烧风机供风是否正常是否运转正常。
⑩ 火检冷却风是否过大,关小再试;火检冷却风是否关闭,如关闭,可能 导致火检端部温度超过65℃,火检自动保护动作导致点火失败。
若以上问题都不存在,但还不能成功点火,则需专业人员对燃烧系统重新调整。
 高效有机废气处理RTO设备安装在客户厂区
高效有机废气处理RTO设备安装在客户厂区
7.燃烧器突然熄火
打开燃烧控制柜,按燃烧控制器复位键,重新启动燃烧器。如重复多次,燃烧器仍不能正常运行,则按下列途径查找原因:
① 减压阀前压力(20-50kPa)及减压阀后压力(5-7kPa )是否正常。若减压阀后压力不正常则调节减压阀或更换减压阀。
② 检查伺服电机是否正常。连杆是否松动。燃气平衡阀是否在适当位置。
③ 检查助燃风机压力开关是否动作。
④ 检查火检有无问题。
⑤ 高温限制器有无动作。
⑥ 火检冷却风是否过大,导致小火时熄灭,关小点火再试;火检冷却风是否关闭,如关闭,可能导致火检端部温度超过65℃,火检自动保护动作导致点火失败。
若以上问题都不存在,但重新点火成功后再次出现熄火现象,则需专业人员对燃烧系统重新调整。
8.排气超温上限
(设定温度 355℃)此时RTO报警并自动故障停车。可对照现场温度表,首先判断排气热电偶有无问题。如现场温度表显示未超温则更换热电偶,重新启动RTO。如现场温度表也显示超温,则按如下几种情况 分析原因:
① 废气入口温度是否过高。RTO正常入口温度为常温。
② 检查 RTO系统 6个主切换蝶阀有无故障。如阀门有故障,RTO蓄热体无法正常蓄热放热,也会导致RTO出口超温。
③ 检查蓄热体是否完好,如蓄热体堵塞、碎裂或塌陷则导致换热效率降低,从而提高排烟温度。
④ 检查是否所有生产线废气阀都关闭。如长时间关闭,进入RTO的废气量太小,会导致RTO出口超温。
9.氧化室温度超高报警
氧化室温度超高报警:此时RTO自动故障停车。
① 热电偶有无问题。可根据三支热电偶及对照燃烧控制柜显示的温度判断,正常情况下,任意两者的读数误差≤150℃。
② 检查燃烧系统比例阀动作是否正常。燃油压力是否有过大波动。
③ 废气浓度过高,应检查生产工艺。
10.氧化室温度变化异常
①检查比例阀动作是否正常。
②尽管自控系统可稳定炉膛温度,但废气量突然变化过大,会使温升速度变快或慢,所以要尽量保持进口废气量相对稳定。
③热电偶有无问题。
④ 控制柜有无良好接地,如无,则热电偶可能信号干扰导致温度显示异常。
11.RTO温度偏差较大异常
RTO在自动运行过程中会因为某个部位的动作不正常而导致炉内两边温度发生较大偏差,在系统没有发生异常的情况下出现偏温的时候需要从以下方面进行检查:
① 检查回炉内风门是否按照正常的程式进行动作。
② 检查切换阀气缸和切换阀门之间的边接是否有松动退丝,正常的情况下切换阀两边的位置是一样的,而且基本没有多余的丝牙可以看得到。
③ 如果以上检查确认没有问题则需要检查温度探头检测是否正确,即判断RTO热电偶示数是否正常。
以上内容基本囊括了RTO设备在运行过程中常见的一些故障以及排除故障的方法。另外需要注意的是当RTO设备出现故障时切勿慌乱,以免因错误的操作给设备带来损害,现场人员可根据RTO操作说明和触摸屏的报警提示安排专业人员进行检查和维修。







河南郑州国家高新技术产业开发区
服务热线:158-9013-7611
邮箱: zzphkj@163.com
 抖音观看现场案例
抖音观看现场案例
 扫码联系微信客服
扫码联系微信客服
© 版权所有:郑州朴华科技有限公司备案号:豫ICP备09041880号-2 营业执照: 郑州朴华科技有限公司 网站地图


