
在化工与制药行业的生产过程中,高浓度、成分复杂的有机废气(VOCs)治理一直是环境保护与安全生产的核心议题。面对日益严格的排放标准和绿色生产的内在要求,选择一种高效、稳定且经济的末端治理技术至关重要。在众多技术路线中,蓄热式热氧化炉(RTO)凭借其出色的性能,已成为处理此类废气的优先选择方案之一。本文将深入探讨其背后的原因。

化工制药行业产生的有机废气具有其鲜明的特点,这也直接决定了治理技术的选择方向。首先,废气浓度往往较高,且波动范围可能较大,这对治理设备的稳定性和适应性提出了高要求。其次,废气成分复杂,可能含有各类烷烃、烯烃、醇类、酮类及芳烃等碳氢化合物,有些还具有异味或毒性。再者,从经济性考虑,企业不仅需要设备能够长期稳定达标,还期望其运行能耗尽可能低。最后,安全始终是红线,设备必须能够妥善处理可燃废气,确保生产安全。
传统的吸附法、吸收法或低温等离子法等,在处理此类高浓度、大风量的废气时,往往存在效率瓶颈、二次污染或运行成本高昂等问题。因此,需要一种能够从根本上将有机物彻底分解,同时兼顾能源回收效率的技术。
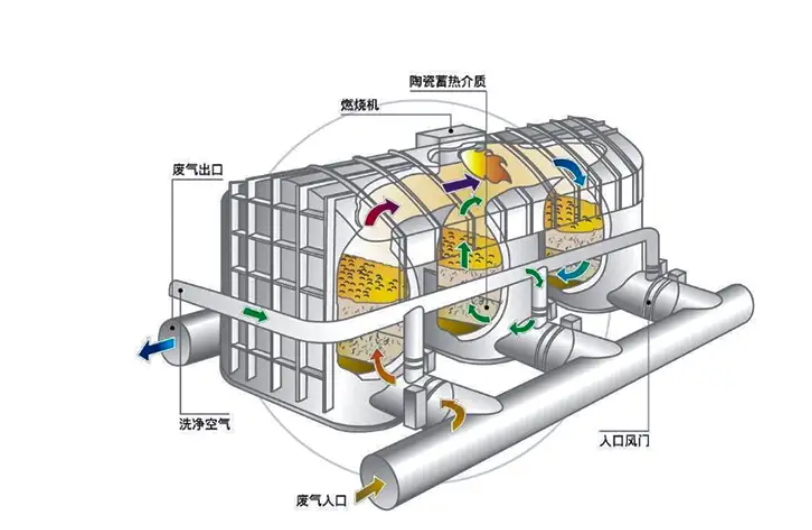
蓄热式热氧化炉(RTO)技术之所以脱颖而出,源于其简洁而高效的工作原理。它的核心过程是在高温下将有机物氧化分解为二氧化碳和水。具体而言,有机废气首先通过一个充满陶瓷蓄热体的蓄热室被预热,随后进入燃烧室,在760℃以上的温度下发生氧化反应,实现污染物的彻底销毁。净化后的高温气体再经过另一个蓄热室,将其热量传递给陶瓷蓄热体后降温排放。通过阀门定期切换,气流方向周期性改变,从而实现蓄热体对热量的大限度的回收与利用。这一设计带来了几大关键优势:

RTO能够实现很高的有机化合物销毁率。对于主流的三室RTO装置,其VOCs净化效率通常可以稳定在99%以上,轻松满足目前严格的排放标准。同时,它对废气浓度和风量的变化适应性强,处理弹性大,即使废气组分和浓度发生波动,也能保持稳定的处理效果。
这是RTO技术显著的经济优势。其蓄热式热回收系统的热效率通常可达95%以上。这意味着系统仅需消耗少量燃料(甚至无需额外燃料)来维持反应温度。当废气中的有机物浓度达到一定值(例如2-3g/m³以上)时,氧化反应自身释放的热量就足以维持系统运行,实现“自供热”操作,显著降低了长期的燃料消耗和运行成本。
RTO几乎可以处理所有类型的有机化合物废气,并且对废气中夹带的少量粉尘或颗粒物不敏感。设备采用全自动控制系统,操作简便,维护工作量相对较少,能够适应化工制药行业连续生产的需要,保障长期可靠运行。
将RTO的普适性优势与化工制药行业的具体场景结合,其作为优选方案的原因更加清晰。例如,在原料药合成、化学合成或溶剂回收环节,常会产生浓度很高的有机废气。RTO不仅能高效处理,其产生的余热还可回用于生产环节(如预热工艺空气、产生蒸汽等),实现能源的阶梯利用。对于含有卤素等特殊元素的废气,通过针对性的设计(如增设急冷塔、吸收塔等后续处理单元)也能安全有效地处理。
坦白说,任何技术方案都有其考量。RTO设备的初期投资相对较高,且作为一种明火设备,在安全间距和防爆设计上有一定要求。但对于处理持续产生的高浓度有机废气,其长期稳定的达标能力、较低的运行费用和出色的能源回报,使得其全生命周期的成本效益非常突出。
在实际工程中,为了应对更复杂的工况、追求更高的经济性,RTO常常作为核心单元,与其他预处理技术组成高效的组合工艺。例如,对于浓度极高(远超爆炸下限)的废气,可以优先采用“冷凝回收”工艺,先回收大部分有价值的有机溶剂,将废气浓度降低至安全且适宜的范围,再送入RTO进行最终净化。这种“回收+销毁”的组合模式,既创造了额外的经济效益,又保障了RTO系统的安全稳定运行,并进一步降低了运行能耗。
说到这里,一个成功的废气治理项目不仅依赖于先进的设备,更离不开对工艺的深刻理解、精准的设计和可靠的项目实施。这正是选择经验丰富的合作伙伴的价值所在。
面对化工制药行业废气治理的严峻挑战,需要的是兼具技术实力与行业经验的支持。郑州朴华科技有限公司长期专注于工业环保治理领域,致力于为各类企业提供切实可行的废气、废水治理方案。公司团队深刻理解化工制药生产的工艺特点和废气特性,能够根据客户的具体工况、排放要求和场地条件,进行个性化的RTO系统设计与优化。
依托扎实的工程实践,郑州朴华科技不仅能提供高效的RTO蓄热氧化设备,还围绕VOCs治理,配套研发生产如催化燃烧(RCO)、吸附浓缩、除尘脱硫等系列环保设备,旨在通过系统化的技术组合,为客户提供一站式、高性价比的环保问题解决方案,助力企业实现绿色、可持续发展目标。
总而言之,对于化工制药行业高浓度有机废气的治理,RTO设备凭借其彻底的分解能力、超高的热回收效率、稳定的运行表现以及对复杂废气的强大适应性,确立了其主流技术的地位。将这项先进技术与专业的工艺设计、可靠的工程实施相结合,是企业实现环保达标、节能降耗与安全生产多重目标的可靠路径。







河南郑州国家高新技术产业开发区
服务热线:158-9013-7611
邮箱: zzphkj@163.com
 抖音观看现场案例
抖音观看现场案例
 扫码联系微信客服
扫码联系微信客服
© 版权所有:郑州朴华科技有限公司备案号:豫ICP备09041880号-2 营业执照: 郑州朴华科技有限公司 网站地图


